



Xirandin bi gelemperî wekî pêvajoya dawîn a hilberandina perçeya xebatê tê bikar anîn, û peywira wê ew e ku pê ewle bibe ku perçeyên hilberê dikarin rastbûn û qalîteya rûkalê ya ku li ser nexşeyan tê xwestin bicîh bînin.Zehmetiya rûbera hûrkirinê ji nêz ve bi rastbûna parçeyan re têkildar e, û pêdivî ye ku hûrguliyek pêvek xwedan ziraviyek rûkalê ya têkildar be.Bi gelemperî, ji bo ku mezinahî bi bandor were kontrol kirin, nirxa Ra ya hişk divê ji yek-heştê tolerasyona pîvanê derbas nebe.Bandora hişkiya rûkala hûrkirinê ya li ser performansa beşê ev e: nirxa ziraviya rûkê çiqasî piçûktir be, beş ew qas çêtir berxwedana cilê, berxwedana korozyonê û berxwedana westandinê çêtir e.Berovajiyê wê berovajî ye.
Ji ber vê yekê, di pêvajoya qirkirinê de, pêdivî ye ku bal were kişandin ser kêmkirina ziraviya rûyê.Di nav faktorên teknolojîk ên sereke yên ku bandorê li ser ziravbûna rûbera pêvajoya qirkirinê dikin, mezinahiya parçikê ya çerxa qirkirinê bandorek girîng li ser wê heye.Mezinahiya parçikê ya çerxa hûrkirinê çi qas hûrtir be, çi qas pirtirkên abrasive yên ku di heman demê de di qijkirinê de tevdigerin, ew qas hişkiya rûbera qirkirinê kêm dibe.
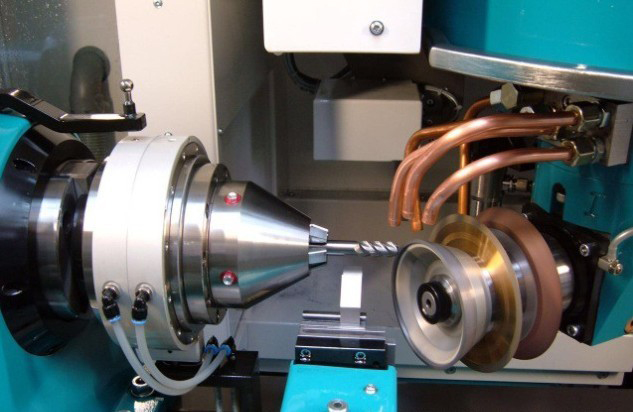
Form grinding
Di şilkirina formê de du pirsgirêk hene: yek qalîteya çerxa hûrkirinê ye, nemaze ji ber ku çerxa hûrkirinê pêdivî ye ku di heman demê de xwe-tûj û şiklê xwe baş bihêle, û her du jî bi gelemperî nakok in.Ya duyemîn teknolojiya cil û bergkirina çerxa hûrkirinê ye, ango bidestxistina profîla çerxa hûrkirinê û hişkbûna bi bandor û aborî.
Bi kurtahî, di rijandina materyalên cihêreng û şert û mercên pêvajoyê de, hilbijartina maqûl a çerxên rijandinê dikare rastbûna rûbera qirkirinê kêm bike, qalîteya rûkala qirkirinê baştir bike, karîgeriya qirkirinê du qat bike, û bigihîje pêvajoyek lêçûn.Bandora çerxa hûrkirinê dirêj e, frekansa cilkirinê kêm e, rêjeya rakirina metalê zêde ye, hêza hûrkirinê piçûk e, û bandora sarbûnê baş e.
Dema şandinê: Gulan-04-2023